
控制产品质量还是质量决定生产-水分活度在生产过程中的应用
AquaLab作为全球专业的水分活度解决方案领导者,采用可溯源的镜面冷凝露点方法,是中国药典、ISO、AOAC和美国USP、FDA等推荐使用的方法,能够在5分钟内快速测量样品的水分活度。目前全球有80%的用户都选择使用AquaLab水分活度仪。
如有需要,请联系AquaLab北京办事处(010)65610082。
在认真谈论水分活度之前,必须先知道什么事水分活度(aw)。水分活度起源于经典的热力学,定义为在相同温度下样品的蒸汽压除以纯水的蒸汽压。
另外,水分活度与水分含量不同,水分含量描述了产品中的总水分。如果水分含量为5%,那么总水分中有多少是自由的,有多少是水分?没有这些重要的信息,就无从谈起微生物的风险、质地的变化等等。
为了确定aw值,在样品中的自由水和样品上方的空气湿度达到平衡后,测量样品上方的相对空气湿度。将检测到的空气湿度除以100得到aw值。
仅当样品在测量过程中温度恒定并且一旦建立湿度平衡后,仪器进行测量时,才能进行准确可靠的水分活度测量。因此,温度测量室和自动平衡检测时绝对必要的。
水分活度数值本身没什么可说,需要其他信息(图表、测试等)才能将其细菌生长、氧化或其他效应联系在一起。
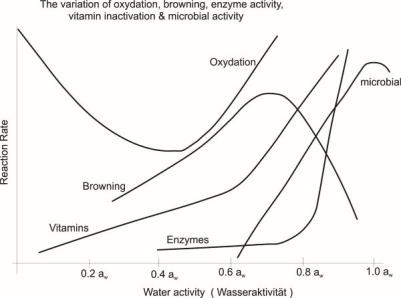
我们可以看一下使用水分活度最常见的几个行业,并了解可以用水分活度优化生产的机会。
更何况产品的质构突然变化、变色、氧化、结块或硬化无法进一步解释。水分活度和所有其他参数都在指标范围内。
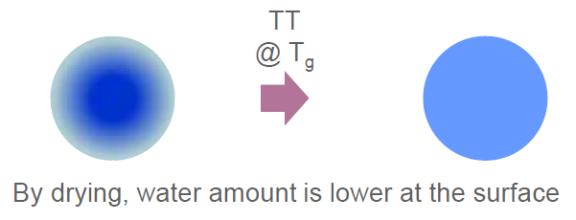
通过对粉末的热处理,提出了一种新的可能解决方案。这对于玻璃化转变温度(Tg)在25-60℃范围内的单一成分非常有用。
重要的是要知道,Tg取决于aw值,分别取决于周围空气的空气湿度。
所有这些最好都必须在水分活度仪中完成,以避免游离水的损失,因此仪器的密封性非常重要。
所以这是一个需要有折中方案,但是了解水分迁移方式将带来更稳定的产品,并减少其中化学/物理变化的风险。
如果片剂的水分活度在规定的范围内,或者可以确定API或制剂的吸湿性以优化生产过程(暴露于空气的时间)并找到最佳的存储条件和包装,则可以减少包衣过程中的浪费。
使用水分吸附等温线可以将水分活度和水分含量轻松的关联在一起,就可以在药品中获得有关水动力学和自由水行为的更多详细信息。
此外,水分活度非常适合HACCP概念,并在多个生产环节中用作控制参数,因此一旦指标不在限制范围内,就可以进行及时干预。